Transformé et modernisé en 2018, le site de production de Vamberk a reçu en outre un showroom en 2020. La technologie robotique ultramoderne autorise une production précise et garantit une qualité constante de tous les produits forestiers. Issues de matériaux de la plus grande qualité, d’années d’expérience en matière de fabrication et de procédés de production bien au point, nos bluetracks sont un compagnon fiable en forêt. Actuellement, nous produisons 7 chenilles forestières par jour et les livrons dans le monde entier.
Nouveau site de production entièrement automatique pour chenilles forestières pewag bluetrack
Comment se passe la production de nos pewag bluetracks ? Jetons ensemble un coup d'œil dans les coulisses.
Chaque chenille pewag bluetrack est constituée de tuiles avec picots, de maillons forgés, connus également sous le nom de connecting links, de serrures, de maillons C et de pattes.
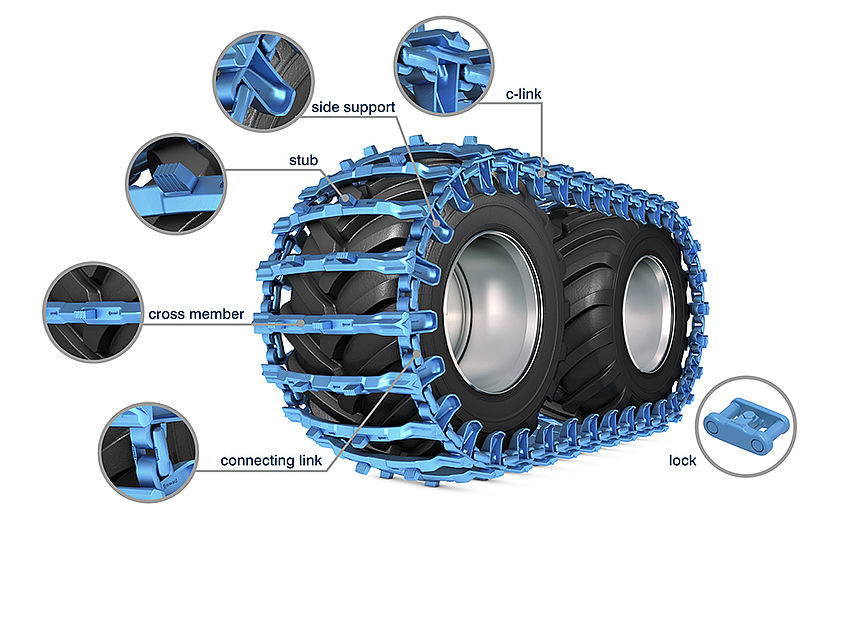
La pièce maîtresse de chaque chenille est la tuile, elle-même constituée de plusieurs éléments. Selon le type de tuile, les barres profilées sont coupées à la longueur souhaitée. Ensuite, l’ébauche coupée à longueur est chauffée et déposée dans la presse par le robot. La presse lui donne la forme définie et la transfère pour le traitement thermique.
Les picots sont des composants essentiels. Leur nombre et leur position sur la chenille peuvent varier. Chez pewag, 2 picots sont fixés en standard sur chaque tuile. Les picots sont réalisés dans le même matériau que les tuiles, mis en forme dans la presse, puis soudés sur la tuile par le robot.
Les tuiles sont d’une part raccordées les unes aux autres par des maillons forgés et d’autre part refermées par des serrures.
Quant aux maillons C, ils sont un composant essentiel à la longévité d’une chenille. Plus ils sont robustes, plus la chenille tient longtemps, en particuliers dans le cas de sols présentant des aspérités. Le maillon C est coupé à longueur, chauffé et recourbé dans une machine spécialement conçue.
Le maillon C comporte également une patte qui vient fermer le système de maillons. La patte maintient la chenille sur le pneu et est la dernière étape d’assemblage de la chenille. Pour la fabrication de la patte, le matériau brut est estampé puis mis en forme à l’aide d’une presse entièrement automatique.
Chez pewag, picots, maillons C et serrures sont trempés à cœur pour les rendre plus résistants. Le traitement thermique regorge de savoir-faire qui garantissent une combinaison parfaite d’une surface cémentée et d’un cœur tenace.
Pour finir, la bluetrack est plongée dans la peinture bleue qui la protège de la rouille. Cette peinture doit encore sécher un certain temps, puis la chenille finie est fixée sur des palettes et livrée directement ou mise en stock.



Nouveau showroom pour la visite de nos clients
En complément de la modernisation du site de production de Vamberk, un nouveau showroom a vu le jour. Nos bluetracks y sont présentées dans les détails, dans une atmosphère moderne et proche de la nature. Un grand écran vidéo et un espace café invitent en outre à faire une halte.



Produits forestiers de pewag – pour plus de sécurité en forêt !
Nous vous conseillons volontiers dans le choix du produit forestier le mieux adapté à votre activité. Écrivez-nous un e-mail à forestry(at)pewag.com ou appelez notre service client au +43 505011-0.
Plus de détails sur nos produits forestiers.